
Чурбаков В.М.
учитель технологии
ГОУ ЛНР «Перевальская школа №12» г. Перевальск
Тема: «Технологические устройства токарно-винторезного станка. Строение и классификация резцов»
Введение
Важным аспектом развития учащегося является возможность настроить его на процесс всестороннего, общего и массового оценивания объекта и всесторонней технологической деятельности. В связи с этим уместно ознакомить учащихся с методами оценивания: чистота, аккуратность, точность в соблюдении размеров и т.п.
Обучая учащихся основам изготовления изделий на токарно – винторезных станках, главным фактором является то, чтобы они постепенно прошли все важные этапы технологической обработки металлов на протяжении всего семестра, на каждом уроке технологии.
Рассмотрим методику обучения в процессе изучения технологии обработки металлов на токарно – винторезных станках в 7-х классах на примере фрагмента урока, во время изучения раздела: “Технологические устройства токарно – винторезного станка. Строение и классификация резцов”.
Методика обучения учащихся в 7 классах в процессе изучения технологии обработки металлов на токарно-винторезных станках (ТВ-6, ТВ-16)
Знакомя учащихся с устройством и работой токарно-винторезного станка, следует обратить их внимание, прежде всего на основные части и типовые механизмы станка и не загружать память учащихся второстепенными вопросами.
Объяснение устройства токарного станка целесообразно проводить по такому плану:
а) рассказ о назначении и применении токарных станков;
б) показ и объяснение устройства основных частей станка: станины, стола, хобота, электродвигателя, пускового устройства;
в) демонстрация и объяснение устройства и работы передаточного механизма и его деталей: ведущий вал электродвигателя; ведущий шкив ременной передачи; ремень; ведомый шкив ременной передачи; шпиндель (ведомый вал); патрон;
г) обобщение сведений об устройстве и работе токарного станка: закрепление детали; передача движения резания; передача движения подачи.

Рис. 1 Устройство токарно-винторезного станка ТВ-6
На примере токарного станка можно интересно и убедительно проиллюстрировать развитие орудий труда. Для этого следует познакомить учащихся с простейшими приспособлениями, применявшимися с незапамятных времен для обработки отверстий в камне, в которых приводом служил охотничий лук. На базе этого приспособления возник токарный станок с ручным лучковым приводом. Указанные конструкции описываются в литературе по истории техники.
Учитель обращает внимание учащихся на то, что токарный станок с лучковым приводом был весьма неудобен, так как половина времени уходила на обратный (холостой) ход лука, причем перемещением лука была занята одна рука работающего. Дальнейшее развитие токарного станка выразилось в появлении сначала ножного привода, а затем и люнета. Ножной привод, в свою очередь, был заменен приводом, вынесенным за пределы станка: маховик передачи вращал вспомогательный рабочий, а движение на шпиндель передавалось через канатную передачу, благодаря чему токарь мог сосредоточить свое внимание на инструменте.
Во второй половине XVIII столетия изобрели паровую машину, которую стали использовать как источник энергии для приведения в движение машин на заводах и фабриках. Один двигатель обслуживал группу станков. При этом движение с двигателя передавалось на трансмиссионный вал, а с последнего - на станки с помощью ременных передач. В цехах возникали «леса» ремней, создавая для рабочих неудобства и опасность травмирования.
В 1712г. русский изобретатель А.К. Нартов создал механизированный суппорт («держалку»). Во второй половине XIX столетия паровая машина стала уступать место электродвигателю, что открыло путь к созданию индивидуального привода станка.
Превращение простых орудий труда в машины-орудия может быть показано учащимся и на других примерах. Замена пробойника сверлом привела вместе с тем к присоединению простого орудия труда к механизму (ручная дрель), а затем и к сверлильному станку. То же самое можно показать учащимся и на других примерах: рубка зубилом - резание на рычажных ножницах - резание на механических ножницах; гибка вручную - гибка в приспособлении - гибка на прессе; резание ручной ножовкой - резание на приводной ножовке; опиливание вручную - опиливание на станке и др.
Обзор развития орудий труда завершается формированием у учащихся представления об автоматизации технологических процессов. С механизацией труда учащиеся встречаются на занятиях в мастерских неоднократно. С автоматизацией учащиеся мало знакомы; чаще всего их знания в этой области ограничиваются общими представлениями об автоматах по продаже газированной воды, почтовых открыток и т. п. Опираясь на эти представления, целесообразно показать, в чем заключается автоматизация работы на токарном станке. Для этого можно рассмотреть технологию изготовления болта и наметить вместе с учащимися, какие элементы работы станочника могут быть автоматизированы, а затем в общих чертах объяснить по схеме устройство простейшего токарного станка-автомата. На экскурсии или с помощью кинофильма желательно показать учащимся станок-автомат в действии.
Под методами обучения технологии понимаются способы совместной деятельности учителя и учащихся, при помощи которых: достигается усвоение каждым учащимся технологических знаний, умений и навыков, осуществляется разностороннее развитие его личности.
В определении понятия метода обучения технологии выделяются четыре характерных признака: деятельность учителя, деятельность учащихся, усвоение учащимися технологических знаний, умений и навыков и развитие личности ученика.
Действительно, любой момент процесса обучения, так или иначе, протекает под влиянием учителя. Более того, учитель в процессе обучения играет руководящую роль. Даже самостоятельная учебная работа учащихся осуществляется по заданию учителя. Вместе с тем, в конечном итоге результат обучения непосредственно зависит от деятельности ученика, от его усилий, проявления настойчивости и т.д.
Выбор методов обучения в преподавании технологии зависит от целого ряда факторов. Прежде всего, он зависит от целей и задач обучения. Если преследуется цель ознакомления учащихся с устройством того или иного рабочего инструмента, то обычно проводится объяснение устройства этого инструмента, его показ, показ модели или наглядного изображения данного инструмента. Если ставится цель формирования у учащихся умений и навыков в выполнении тех или иных рабочих приемов, то в этом случае не обойтись без упражнений или практической работы учащихся.
Большое влияние на выбор методов обучения оказывает содержание учебного материала. Простой описательный фактический материал можно изложить с помощью рассказа. Изучение технических явлений, требующих раскрытия их сущности, выполняется с помощью объяснения и, возможно, применения средств наглядности.
На выбор практических методов обучения технологии значительное влияние оказывает учебно-материальная база. Она является одним из главных условий применения этих методов обучений. При выборе методов обучения технологии учитывается также уровень предшествующей технологической подготовки учащихся, их личный опыт.
В общеобразовательной школе действующая программа трудового обучения была разработана на основе конструкторско-технологической системы обучения, ведущей идеей которой является органическое сочетание исполнительской и творческой деятельности учащихся. Учащиеся ставятся в такие условия, когда непосредственному изготовлению объекта труда должны предшествовать разработка его конструкции и технологии обработки. Таким образом, учащиеся вначале решают ряд технических вопросов и только после этого переходят к обработке деталей, их сборке и т.д.
Нетрудно заметить, что конструкторско-технологическая система предопределяет содержание лишь интеллектуальной деятельности учащихся, а формирование трудовых практических умений и навыков может проходить по-разному. Так, в большинстве случаев обучение в мастерских проходит по предметно - операционной системе.
Это обусловлено рядом причин. Во-первых, программой не предусматривается изолированное изучение отдельных операций, более того, вообще не сказано, сколько времени надо потратить на изучение той или иной операции. Это значит, что трудовые практические умения и навыки не будут формироваться пооперационной или операционно-комплексной системе. Во-вторых, стержнем, вокруг которого строится процесс обучения школьников, является перечень объектов труда, подлежащих изготовлению, а он - типовой, т. е. одни изделия могут заменяться другими, исходя из местных условий, проще говоря - из материальных возможностей.
Усвоение знаний, умений и навыков в обучении технологии имеет характерные особенности. Дело в том, что технические знания, которые осваивают ученики при изучении технологии, обслуживают предметно-практическую деятельность людей и поэтому носят во многом практический характер. Следовательно, и овладение этими знаниями носит практическую направленность.
Развитие личности ученика при изучении технологии также имеет свои особенности. Технологическая деятельность имеет универсальный характер. В ней проявляются практически все качества личности. Поэтому, в процессе обучения технологии осуществляется и физическое развитие (укрепление здоровья в физическом труде), и интеллектуальное (развитие технического мышления), и нравственное (формирование правильного отношения к труду).
Методы обучения технологии включают в себя отдельные элементы, называемые приемами обучения. Например, метод показа рабочего действия состоит из следующих приемов: показ действия в рабочем темпе, показ действия в замедленном темпе и показ действия с расчленением на отдельные трудовые движения.
Один и тот же прием обучения может входить в различные методы обучения технологии. Примером может служить запись учениками определений новых понятий и при объяснении нового материала учителем, и при выполнении учениками лабораторной или практической работы, и в ходе беседы и т. д.
В общей теории обучения, или дидактике, раскрываются различные подходы к классификации методов обучени, по источнику знаний учащихся, по характеру их познавательной деятельности и т. д.
В обучении технологии, в теории и на практике, распространена классификация методов обучения по источнику знаний учащихся. Учащиеся овладевают технологическими знаниями, умениями и навыками через словесное восприятие, непосредственное чувственное восприятие и практическую деятельность. Словесное восприятие технологических знаний учащимися осуществляется через слово учителя или письменное слово учебной книги. В основе чувственного восприятия лежит образ технического объекта, явления или процесса. Овладение знаниями, умениями и навыками через практическую деятельность особенно характерно для технологического обучения, так как сами технические знания, как уже отмечалось, носят во многом практическую направленность и поддаются усвоению главным образом через практику.
В соответствии с классификацией методов обучения технологии по источнику знаний, они делятся на три группы.
В первую группу входят методы преподавания технологии, в которых источником знаний для учащихся является слово учителя или письменное слово учебной книги. Это методы словесного сообщения и закрепления технико-технологических знаний.
Вторую группу методов обучения технологии составляют методы, где источником знаний для учащихся является образ технического объекта, процесса или явления. Это - метод демонстрации.
Третью группу методов обучения технологии составляют методы, в которых источником знаний, умений и навыков для учащихся являются их практические действия. Эти методы так и называются - методы практической работы учащихся.
Именно они и являются наиболее эффективными при обучении учащихся работе на токарно-винторезных станках.
На основании проведенной работы мы можем выдвинуть следующие методические приемы овладения технологическими операциями работы на токарно-винторезных станках:
- включать учащихся, как в коллективную, так и в индивидуальную деятельность, заключающую в себе возможность самостоятельного решения различных вопросов и задач;
- использовать практические методы обучения;
- применение разнообразных типов урока;
- создавать условия для эстетического воспитания учащихся;
- стимулировать творческую деятельность учащихся;
- воспитывать бережное отношение к оборудованию;
- воспитывать потребность, интерес к деятельности;
- точность и аккуратность выполнения задания.
Такая методика проведения работ позволяет развивать у школьников не только самостоятельность, но и активность, вырабатывает инициативу и творческое отношение к изучаемому материалу. Проведенная нами работа позволила спроектировать оптимальную модель процесса обучения учащихся VII-VIII классов при овладении технологических операций на токарно-винторезных станках
Методическая разработка урока
Тема: Технологические устройства токарно-винторезного станка. Строение и классификация резцов
Цель: ознакомить с технологическими устройствами токарно-винторезного станка, их строением, назначением и особенностями крепления с их помощью заготовок и научить размечать, чертить и насверливать центры для крепления заготовок; ознакомить со строением резцов, их классификацией по направлению подачи, формы головки, видом выполненных работ, способом крепления режущей части; научить устанавливать, закреплять и контролировать резцы в резцедержателе; ознакомить учащихся с параметрами резания (скорость резания, скорость подачи, глубина резки); научить определять параметры резания в зависимости от параметров заготовки и вида резца.
Основные понятия: поводковое устройство, хомутик, оборотный центр, вылет резца, подкладка, высота установления резца, режим резания, скорость резания, подача, глубина резания.
Оборудование: токарно-винторезный станок, трехкулачковый самоцентрирующий патрон, центроискатель, рисовалка, керн, молоток, сверло, конус Морзе, оборотный центр, поводковая планшайба, набор резцов разных конструкций (проходные, подрезные, отрезные, канавочные, расточные, резьбовые, фасонные), линейка слесарная, штангенциркуль, рожковые гаечные ключи, подкладки.
Межпредметные связи: математика.
Ожидаемые результаты учебной деятельности: знание строения, назначения и применения технологических устройств токарно-винтового станка (трехкулачковый центрирующий патрон, оборотный центр; поводковая планшайба); умение определять центры заготовок для центрования отверстий на заготовках для их закрепления в центрах; умение крепить обрабатываемые заготовки при помощи технологических устройств на токарно-винторезном станке; умение распознавать резцы по назначению и виду выполняемых работ; умение закреплять резцы; умение объяснять особенности установки на токарно-винторезном станке скорости резания по выполненным расчетам.
Структура занятия
- Организационный момент
- Актуализация знаний и мотивация учебной деятельности учащихся
- Изучение нового материала3.1 Строение и назначение трехкулачкового самоцентрирующегося патрона оборотного центра, поводковой планшайбы3.2 Назначение и классификация токарных резцов3.3 Влияние режимов резания на качество обработки заготовки3.4 Крепление заготовок с помощью технологических устройств3.5 Крепление резцов в резцедержателе
- Практическая работа Усвоение приемов установления резцов в резцедержателе
- Итоги урока
- Домашнее задание
Ход урока
1. Организационный момент
Оформление доски; проверка наличия у учащихся конспектов, канцелярских принадлежностей; отчет старосты группы по посещаемости
2. Актуализация знаний и мотивация учебной деятельности учеников
Фронтальный опрос.
- Какое назначение задней бабки токарного станка по дереву?
- Как закрепляют заготовку в трехкулачковом патроне?
- Что называют центрованием заготовки?
Обобщающие ответы учащихся, учитель сообщает, что токарный станок по обработке металла также оснащен технологическими устройствами для закрепления заготовок.
3. Изучение нового материала
- Строение и назначение трехкулачкового самоцентрирующегося патрона, оборотного центра, поводком планшайбы.
Рассказ учителя.
Для обработки деталей небольшой ширины на токарно-винторезном станке их закрепляют в токарных патронах. Самым распространенным является универсальный трехкулачковый самоцентрирующийся патрон.
Детали цилиндрической формы, ширина которых превышает диаметр в пять и более раз, в основном устанавливают в центрах. Для этого заготовки предварительно центрируют, т.е. на торцах размечают и насверливают углубление.
Для установления заготовки на станок используют два центра (передний и задний). Передний вставляют в коническое отверстие шпинделя, задний – в пиноль задней бабки. Передний центр оборачивается вместе с заготовкой, в задней – неподвижны. Задний центр бывает обычный и оборотный.
Обычный центр состоит из рабочего конуса с углом 60 градусов и хвостовика в виде стандартного конуса Морзе.
При частотах оборачивания более 150 об/мин, используется оборотный центр.
Для передачи оборачивания от шпинделя до заготовки, установленной в центрах, применяют поводковые устройства. Оборачиваясь вместе со шпинделем, планшайба поводком захватывает хомутик, а вместе с ним установленную в центрах заготовку и вращает её с частотой оборачивая шпинделя.

Рис. 2 Кинематическая схема токарно-винторезного станка ТВ-6
2. Назначение и классификация токарных резцов.
Фронтальный опрос
- Назовите назначение режущих инструментов
- Какой принцип действия положено в основу резания?
- Какой процесс называется резанием?
- Что называют припуском на обработку?
- Каким должен быть припуск?
- Какой является технология резания древесины на токарных станках по дереву?
Обобщающие ответы учащихся, учитель сообщает, что в основу обработки металлов на токарно – винторезных станках также положено принцип действия клина режущего инструмента – резца. Демонстрируя изделия из металла, которые имеют разные формы обработанной поверхности, учитель объясняет, что они выполнены с помощью разных по конструкции и назначению резцов
Особое внимание следует сосредоточить на элементах резца: передней и задней грани, главной и вспомогательной режущей кромке, вершине.
Рассказ учителя.
Основными инструментами, с помощью которых на токарном станке обрабатывают детали, являются резцы разных типов. Они предназначены для обтачивания внешних и внутренних поверхностей, отрезания заготовок, нарезания резьбы, снятия фасок, подрезания торцов и уступов.
Резцы закрепляют в резцедержатели суппорта. Они могут передвигаться вдоль, поперек и под углом до оси оборачивания детали. Соединение таких движений деталей и режущего инструмента – резца дает возможность получать разнообразные поверхности резьб; цилиндрические, конические, фасонные, винтовые, торцевые площади.
3. Влияние режимов резания на качество обработки заготовки.
Рассказ учителя.
При изготовлении изделий на токарно-режущем станке необходимо знать и уметь рассчитывать режимы резания. Поскольку главное движение станка – вращающее, поэтому детали, которые обрабатываются на нем, имеют круглую форму (цилиндрическую, конусную, фасонную). Она создается за счет осуществления двух движений – движения резания и движения подачи - и характеризуется глубиной резания. На токарно-винторезном станке движения резания – это вращательное движение заготовки, а движение подачи – это поступательное движение резца. Далее учитель объясняет режим резания, скорость подачи и глубину резания.
При вращении заготовки точка, размещенная на обрабатываемой поверхности, за один оборот осуществляет путь, которые равен длине кола заготовки. Если за одну секунду осуществить n оборотов, то точка на её поверхности пройдет путь, который равен длине круга, умноженной на кол-во оборотов. (S=πDn). Скоростью резания при точении называют расстояние, пройденное режущей кромкой резца относительно обрабатываемой заготовки за единицу времени. Скорость резания определяют по формуле:
V = πDn/60*1000 (м/с)
Где π – постоянная величина, которая равняется 3.14; D – диаметр заготовки до точения (в мм); n – число оборотов заготовки (шпинделя) за минуту.
Для того, чтобы упростить громоздкие числа в миллиметрах в минуту, результат делят на 1000 (1м=1000мм) и умножают на 60 (1мин=60 сек). Таким образом получают результат, который определяется в метрах в секунду.
Подачей называют расстояние, пройденное резцом за один оборот обрабатываемой заготовки. Её измеряют в миллиметрах.
Глубиной резания называют толщину слоя материала, который срезается реальным инструментом за один проход. Глубина резания при точении равняется половине разницы диаметра заготовки до и после снятия слоя материала режущим инструментом. Её измеряет в миллиметрах.
T= D-d/2
Настройка станка на определенный режим резания начинается с выбора подачи по специальным таблицам. Скорость резания определяется в зависимости от глубины резания и подачи также с помощью таблицы. Выбранная по таблице скорость резания дает возможность определить необходимое кол-во оборотов шпинделя по формуле:
N=601000V/πD
4. Крепление заготовок с помощью технологических устройств.
Рассказ учителя с практическим закреплением.
Чтобы закрепить заготовку в центрах станка, на её продольные оси нужно засверлить центровые отверстия. Размеры центровых отверстий следует выбрать в зависимости от диаметра заготовки. Перед центрованием заготовки нужно проторцевать центровые отверстия. Центрование заготовок выполняют в следующей последовательности:
- Установить резец в резцедержатели так, чтоб выступающая часть резца была бы не больше чем 1.5 высоты его стержня. При большем вылете резца он будет вибрировать и качество обработанной поверхности будет низкой. Резец нужно закреплять так, чтобы его вершина была на высоте центров станка. Для установки резца пользуются подкладками под всю опорную поверхность резца. Подкладки изготовляют из стальной полоски длинной 100-150 мм разной толщины. Для проверки положения вершины резца можно пользоваться чертой, проведенной на пиноле задней бабки на высоте центров или по заднему центру.
- Закрепить резец болтами резцедержателя
- Установить заготовку в трехкулачном патроне и закрепить её
- Подрезать торцевую поверхность с одной стороны
- Зацентровать заготовку с одной стороны
- Установить заготовку в патрон до упора другим концом и закрепить
- Подрезать торцевую поверхность с другой стороны
- Зацентровать заготовку с другой стороны
Центровые отверстия сначала насверливают коротким сверлом, а потом зенковкой с углом 60 градусов, расзенковуют их до нужного диаметра. Коническая поверхность центров должно быть чисто обработанным.
5. Крепление резцов в резцедержателе
Рассказ учителя.
Перед выполнением токарных работ следует правильно установить резец в резцедержателе. Его вершина должна быть размещена на уровне оси оборота заготовка. Установление резца контролируют с помощью переднего или заднего центра. Под подошву резца подкладывают подкладки, размещая их под всей опорной поверхностью резца. Подкладки необходимо изготовлять разной толщины, чтобы можно было точно выставлять резцы. Кол-во подкладок под резцом не должно быть больше чем две.
Закрепление резца в резцедержателе должно быть крепким и надежным. Резец закрепляют не менее двумя болтами, которые равномерно и туго затягивают. Допустимый вылет резца не должен превышать повторы высоты его тела.
4. Практическая работа “Усвоение приемов установления резцов в резцедержателе”
Инструктаж к выполнению практической работы.
Учитель акцентирует внимание на выполнении требований касаемо вылета резца, установления его по центру оси с использованием металлических подкладок, надежности крепления резца.
Учитель раздает технологические устройства, режущие инструменты, дежурные по мастерской - заготовки деталей.
Инструктаж по безопасности труда.
Перед началом работы
- Правильно надеть спецодежду (фартук с нарукавниками или халат, головной убор); застегнуть рукава на пуговицы, не завязывать их тесьмой; спрятать волосы в головной убор (берет или косынку без свисающих концов).
- Проверить наличие и надежность крепления защитных средств и соединения защитного заземления с корпусом станка.
- Разместить инструменты и заготовки в определенном порядке на приставной тумбочке или специальном устройстве.
- Крепко закрепить резец и обрабатываемую деталь, вытащить ключ из патрона и положить на установленное место.
- Проверить работу станка на холостом ходу и исправность пусковой коробки включения и выключения кнопок и рычагов управления.
- Перед началом работы надеть защитные очки.
Во время работы
- Плавно подводить резец к обрабатываемой детали, не допускать увеличения среза стружки.
- Во избежание травмы: не наклонять низко голову к патрону или режущему инструменту; не передавать и не принимать предметы через вращающиеся части станка; не класть локти и не опираться на станок, не класть на него инструменты или заготовки; не измерять обрабатываемую деталь, не смещать, не чистить и не убирать стружку со станка до полной его остановки; не охлаждать режущий инструмент или обрабатываемую деталь с помощью тряпки; не допускать выхода из под резца длинной стружки; не останавливать станок торможением патрона рукой; не отходить от станка, не выключив его; не поддерживать и не ловить рукой отрезанную деталь.
- Зачищать детали на станке напильником или шлифовальной материей, прикрепленными к жесткой оправе. Рукоятка оправы должна иметь предохранительное кольцо. Вовремя работы держать её левой рукой.
- Перед выключением станка отвести резец от обрабатываемой детали.
После окончания работы
- Остановить станок, убрать опилки, очистить от грязи и смазать маслом.
- Привести в порядок себя и рабочее место.
- Проинформировать учителя или дежурного о завершении работы и готовность рабочего места для дальнейшего выполнения работ.
Проводить инструктаж по безопасности труда по не утвержденной инструкции категорически запрещается.
Выполнение практической работы.
Следует отрабатывать с учащимися приемы управления рукоятками суппорта для продольной и поперечной подачи. В резцедержателе закрепляют устройство с закрепленным в нем карандашом. Задание состоит в том, чтобы с помощью рукояток суппорта для поперечной и продольной передачи учащийся смог направить острие карандаша вдоль линий геометрических фигур, нанесенных на планшете. Отработав эти приемы, на следующих занятиях учащимся будет выполнение приемов обтачивания, подрезания, отрезания заготовок и т.п.
Для отрабатывания координации и приемов управления, учащимся раздают заранее подготовленные планшеты с изображением разных геометрических фигур, которые крепятся между передней и задней бабками.
Выполнение практической работы
Учащиеся отрабатывают приемы установления резцов в резцедержателе.
5. Итоги урока
Учитель анализирует выполнение работы учащимися.
6. Домашнее задание (Проработать тест учебника)
Классификация резцов для токарного станка по металлу — виды, назначение
Специалисты, которые часто пользуются резцами для токарного станка при выполнении работ по металлу, а также те, кто занимается продажей этих изделий или снабжением машиностроительных предприятий, прекрасно осведомлены о том, каких видов бывают эти инструменты. Тем же, кто нечасто сталкивается в своей практике с токарными резцами, достаточно сложно разобраться в их видах, представленных на современном рынке в большом разнообразии.

Рис. 3 Виды токарных резцов для обработки металла
Конструкция токарного резца
В конструкции любого резца, используемого для токарной обработки, можно выделить два основных элемента:
- державка, при помощи которой инструмент фиксируется на станке;
- рабочая головка, посредством которой выполняется обработка металла.
Рабочую головку инструмента формируют несколько плоскостей, а также режущих кромок, угол заточки которых зависит от характеристик материала изготовления заготовки и типа обработки. Державка резца может быть выполнена в двух вариантах своего поперечного сечения: квадрат и прямоугольник.

Рис. 4 Конструкция резца
По своей конструкции, резцы для токарной обработки подразделяются на следующие виды:
- прямые — инструменты, у которых державка вместе с их рабочей головкой располагаются на одной оси, либо на двух, но параллельных друг другу;
- изогнутые резцы — если посмотреть на такой инструмент сбоку, то явно видно, что его державка изогнута;
- отогнутые — отгиб рабочей головки таких инструментов по отношению к оси державки заметен, если посмотреть на них сверху;
- оттянутые — у таких резцов ширина рабочей головки меньше, чем ширина державки. Ось рабочей головки такого резца может совпадать с осью державки либо быть относительно нее смещенной.
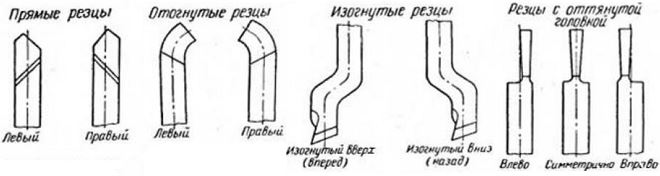
Рис. 5 Разновидности резцов по конструкции
Классификация резцов для токарной обработки
Классификация токарных резцов регламентируется требованиями соответствующего ГОСТ. Согласно положениям данного документа, резцы причисляется к одной из следующих категорий:
-
цельный инструмент, полностью изготовленный из легированной стали. Существуют также резцы, которые изготавливаются целиком из инструментальной стали, но используются они крайне редко;
-
резцы, на рабочую часть которых напаивается пластина, выполненная из твердого сплава. Инструменты данного типа получили наибольшее распространение;
-
резцы со съемными твердосплавными пластинами, которые крепятся к их рабочей головке при помощи специальных винтов или прижимов. Используются резцы данного типа значительно реже по сравнению с инструментами других категорий.
Использованная литература
- Трудовое обучение учащихся 5-8 классов. Л.И. Новикова. Издат. “Просвещение”. Москва 1967г.
- Объекты труда. Обработка древесины и металла в 7 классах. В.И. Коваленко, В.В. Кулененок. Издат. “Просвещение”. Москва 1993г.
- Металлорежущие станки. В.К. Тепинкичиев, Л.В. Красниченко, А.А. Тихонов, Н.С. Колев, издат. “Машиностроение”. Москва 1970г.
- Практикум по металлообработке. Д.Д. Бондарев, Б.А. Соколов. Издат. “Просвещение”. Москва 1972г.
Комментариев нет :
Отправить комментарий